Many industries require a chemical receiver tank to store chemicals, solvents, and various types of liquids required for the processing of finished products. Padmatech Industries is a leading chemical receiver tank manufacturer based in Pune. We use top-quality stainless steel material for chemical receiver tank design and deliver the same within committed deadlines. Many of our clients are from the chemical and pharmaceutical industries and thus we are a highly recommended manufacturer of chemical receiver tanks for chemical plants and chemical receiver tanks for a pharmaceutical plant.
We are ISO 9001:2015 certified company and thus manufacture all our equipment in accordance with international standards. We are market leaders for chemical receiver tank suppliers for more than 20 years. We are also working for many international clients under various industry segments and thus gain a reputation as a trusted chemical receiver tank exporter.
At Padmatech Industries, our chemical receiver tanks represent unrivaled design and usefulness, meeting the tough prerequisites of diverse industrial applications. Intended to securely store and manage different chemicals, these tanks are necessary for operations in sectors, for example, pharmaceuticals, petrochemicals, food processing, and water treatment.
Chemical receiver tanks are fundamental for briefly storing and transferring chemicals during production processes. Our tanks are made from great materials like stainless steel, which gives incredible protection from corrosion, ensuring the safe containment of aggressive and reactive substances. This toughness is critical for keeping up with the integrity of the stored chemicals and forestalling contamination.
Manufacturing
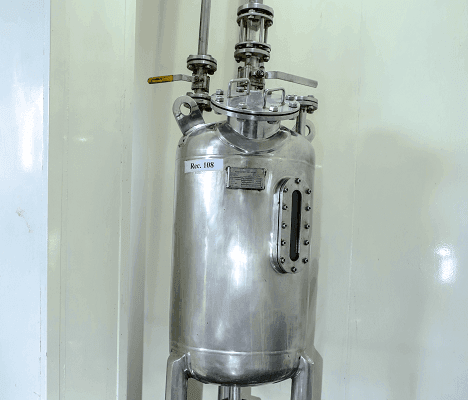
The manufacturing of our tanks centers around security and efficiency. Each tank is equipped with features like pressure valves, level indicators, and secure components. These parts guarantee that the tanks can deal with varying pressure levels and prevent leakage, in this way defending both the environment and the workforce. The tanks comply with security protocols and guidelines, providing our clients with true safety and compliance.
Versatility
One of the features of our chemical tanks is versatility. We ship them in different sizes and configurations to suit specific necessities, whether for small lab use or large-scale industrial processes. Our tanks are manufactured with features like heating or cooling jackets for sensitive processes, and monitoring systems for real-time data tracking and process control.
Maintenance and Low Energy Consumption
Low maintenance is part of our chemical receiver tanks. The tanks are built to restrict buildup and promote easy cleaning, which is helpful for limiting contamination and guaranteeing product quality. Access ports and inspection further simplify maintenance tasks, reducing downtime and upgrading productivity.
Energy proficiency is a part of the building design for our tanks. By incorporating sturdy materials and thermal management systems, our tanks help restrict energy consumption during chemical storage. This energy efficiency reduces operational expenses as well as lines up with modern economic practices.
Summary
Padmatech Enterprises’ chemical receiver tanks are an essential part of securely and proficiently taking care of chemicals in different sectors. Our obligation to great materials, inventive plans, and rigid safety guidelines guarantee that our tanks convey dependable performance and durability. By picking Padmatech Ventures, organizations can improve their operational productivity, keep up with safety guidelines, and support sustainable practices in their chemical handling processes.







 Quality Material
Quality Material