Receiver Tank







Receiver Tank Manufacturer
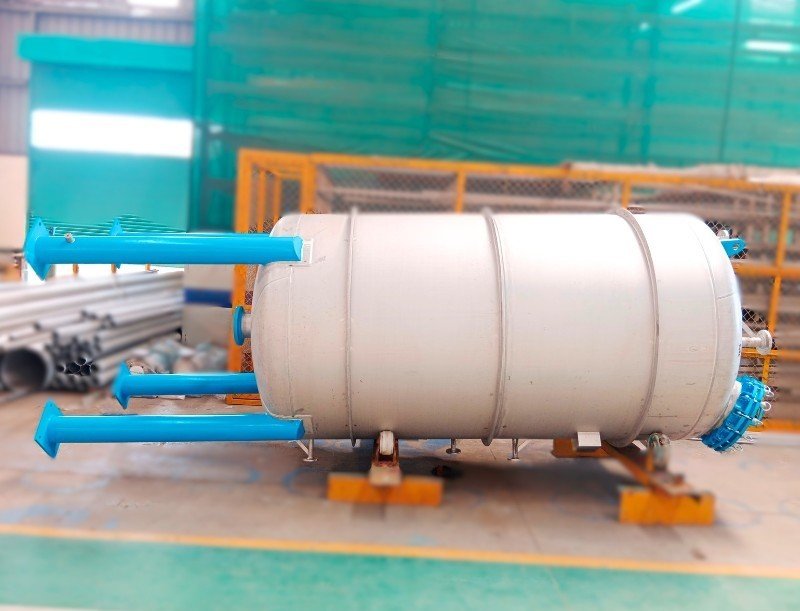
Many industries require a chemical receiver tank to store chemicals, solvents, and various types of liquids used in the processing of finished products. Padmatech Industries is a leading receiver tank manufacturer based in Pune. We use top-quality stainless-steel material for receiver tank design and deliver the same within committed timelines. Many of our clients are from the chemical and pharmaceutical industries, making us a highly recommended manufacturer of receiver tanks for chemical and pharmaceutical plants.
We are an ISO 9001:2015 and ASME U-stamp-certified company, and we manufacture all our equipment in accordance with international standards. We have been a market leader among industrial receiver tank suppliers for more than 20 years. We also work with many international clients across various industry segments, which has helped us build a strong reputation as a trusted receiver tank manufacturer in India.
Advanced Receiver Tank Design for Industrial Chemical Applications
At Padmatech Industries, our chemical tank represents unrivaled design and functionality, meeting the demanding requirements of diverse industrial applications. Designed to securely store and manage different chemicals, these tanks are essential for operations in sectors such as pharmaceuticals, petrochemicals, food processing, and water treatment.
Our receiver tanks are currently installed in pharmaceutical API plants and chemical processing units, where they are used for intermediate storage and controlled transfer of solvents and reactive chemicals. Receiver tanks are essential for the temporary storage and transfer of chemicals during production processes. Our tanks are made from high-quality materials like stainless steel, Hastelloy, and other high-grade alloys, which provides excellent resistance to corrosion, ensuring the safe containment of aggressive and reactive substances. This durability is critical for maintaining the integrity of the stored chemicals and preventing contamination.
Industrial Receiver Tanks Built for Safety, Efficiency, and Reliability
The manufacturing of custom receiver tanks focuses on safety and efficiency. Each tank is equipped with features such as pressure valves, level indicators, and secure fittings. These components ensure that the tanks can handle varying pressure levels and prevent leakage, thereby protecting both the environment and the workforce. The receiver tanks comply with safety standards and regulations, providing our clients with complete assurance of safety and compliance.
Customizable Receiver Tanks for Multiple Industrial Requirements
One of the key features of our industrial receiver tanks is their versatility. We offer them in different sizes and configurations to suit specific requirements, whether for small laboratory use or large-scale industrial processes. All receiver tanks are designed as per ASME Section VIII standards and undergo hydro testing, radiography, and quality inspections before dispatch. Our tanks are manufactured with features such as heating or cooling jackets for sensitive processes, along with monitoring systems for real-time data tracking and process control.
Maintenance and Low Energy Consumption
Low maintenance is a key advantage of our receiver tanks. The tanks are designed to minimize buildup and promote effortless cleaning, which helps limit contamination and ensures product quality. Access ports and inspection points further simplify maintenance tasks, reducing downtime and increasing productivity.
Energy efficiency is an integral part of our receiver tank design. By incorporating durable materials and thermal management systems, our tanks help reduce energy consumption during chemical storage. This efficiency not only lowers operational costs but also aligns with modern sustainability practices.
Why Choose Our Chemical Receiver Tanks
Padmatech Industries receiver tanks are essential for safely and efficiently handling chemicals across various sectors. Our commitment to high-quality materials, innovative designs, and strict safety standards ensures that our tanks deliver reliable performance and long-term durability. By choosing Padmatech Industries, organizations can improve operational efficiency, maintain safety standards, and support sustainable practices in their chemical handling processes.
Product Features
Product Specifications
 Robust Construction
Robust Construction- Wide Capacity Range
- ASME Section VIII, Division 1 Design
- Advanced Safety Features
- Custom Design as per Site Requirements
- Quality Tested and Low Maintenance

Capacity
50 Liters to 50,000 Liters
Material of Construction
SS304, SS316, SS316L, Duplex 2205, SMO 254, Hastelloy C276, Hastelloy B2/B3, Monel 400, Alloy 20, Titanium, Nickel, Rubber Lined
Max Design Pressure
Up to Full Vacuum / As per design requirement
Design Code
ASME Section VIII, Division 1
